
ļŖÖC - ╗»└wČÓ┼_ļŖÖC═¼▓Į┐žųŲĮŌøQĘĮ░Ė
http://www.ntdcjs.com.cnī¦ūxŻ║
┐žųŲĘĮ░ĖŻ║
1ĪóŽĄĮyĮM│╔Ż║
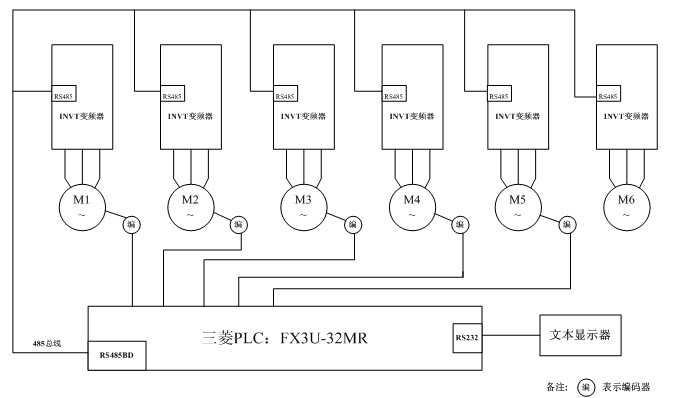
įō┐žųŲŽĄĮyė╔╚²┴ŌPLCŻ©FX3U-32MRŻ®ĪóNEMICONŠÄ┤aŲ„Īóėó═■“vūāŅlŲ„Īó«É▓ĮĮ╗┴„ļŖÖC║═╬─▒Š’@╩ŠŲ„ĮM│╔ĪŻ
įōŽĄĮyęįPLC×ķų„┐žŲ„Ż¼▓╔ė├MODBUSś╦£╩ģfūhŻ¼═©▀^RS485┐éŠĆīŹ¼FPLC┼c ąąśI║åĮķŻ║
╗»└wąąśI╔µ╝░ę╗ĘNÅUŠ█§ź╦▄┴Žį┘╔·Ė─ąį╝ÅųŲ▓Ņäe╗»Īó╣”─▄╗»└wŠS╔·«a╣ż╦ćŻ¼Ųõ╠žš„į┌ė┌╦³ęįÅUŠ█§ź╦▄┴Ž×ķų„įŁ┴Ž╝ė╚ļ▓╗’¢║═Š█§źĪóÓÅ▒ĮČ■╝ū╦ßČ■ą┴§źĄ─▌o┴ŽųŲ│╔įŁ┴ŽŻ¼į┘╝ė╚ļČÓĘNų·ä®Ą─Å═┼õų·ä®▀MąąĖ─ąįŻ¼ĮøöDē║╚█╚┌Ż¼▀^×V│ķĮzŻ¼į┘░┤│ŻęÄĘĮĘ©▀MąąĀ┐╔ņĄ╚║¾ą“╣ż╦ć╠Ä└ĒĪŻ╩╣Š█§ź╦▄┴Žį┘╔·╝ÅĮzŻ¼ūāÅU×ķīÜŻ¼ĮŌøQ┴╦ŁhŠ│╬█╚ŠŻ¼═¼Ģr└wŠSŠ▀ėąČÓĘNą╬ĀŅŻ¼┐╔╚Š╔½Ż¼╗ņ╝Å«aŲĘ╔½Ø╔§rŲGĪó╩Ķ╦╔Īó╚ß▄øŻ¼Ė∙ō■ė├æ¶ąĶę¬┐╔╔·«aČÓĘN╣”─▄Ą─└wŠSĪŻ
┐žųŲę¬Ū¾Ż║
į┌╗»īW└wŠS╣ż╦ćųąŻ¼ąĶīóŠ▀ėąę╗Č©Åł┴”Ą─ĮzŲ¼╬š│ųŻ¼▓ó╝«Ųõ┼cĀ┐╔ņÖCų«ķgĄ─╦┘Č╚▒╚Ż¼ī”ĮzŲ¼▀Mąą└Ł╔ņĪŻ×ķ┴╦ØMūŃ╣ż╦ćę¬Ū¾Ż¼ąĶī”6┼_Ā┐╔ņÖCīŹ¼F╦┘Č╚▒╚═¼▓Į┐žųŲĪŻ
┐žųŲę¬Ū¾╚ńŽ┬Ż║
1Īó╦∙ėąĀ┐╔ņļŖÖCė╔ūāŅlŲ„▀Mąąš{╦┘Ż╗ūāŅlŲ„Ą─Ņl┬╩┐žųŲė╔PLC┼cūāŅlŲ„Ą─═©ėŹīŹ¼FĪŻ
2Īó6┼_ļŖÖCŠ∙Ħ£p╦┘Ų„Ż¼1-6╠¢ļŖÖCĄ─£p╦┘▒╚Ęųäe×ķ29Ż¼25Ż¼7.1Ż¼9Ż¼4Ż¼23ĪŻ
3Īóėą╩ųäė┼cūįäėŪąōQ╣”─▄Ż¼╩ųäėĢrŻČéĆūāŅlŲ„─▄å╬¬Ü╝ėĪó£p╦┘▀\ąą┼c═Żų╣Ż╗į┌ūįäėĢrŻ¼┐╔═¼Ģr╝ė╦┘╗“═¼Ģr£p╦┘Ż╗įO┐éåóäė╝░┐é═Żų╣ĪŻ▓óŠ▀ėą═Ż▄ć▒¦ķl╣”─▄ĪŻ
4ĪóįO╝ė╦┘░┤Ōo║═£p╦┘░┤ŌoŻ¼░┤ūĪ░┤ŌoŠ═ėą╝ė╦┘╗“£p╦┘Ż¼╦╔ķ_░┤ŌoŠ══Żų╣╝ė╦┘║═£p╦┘Ż«
ūįäėĢrŻ¼«öę╗ų▒░┤£p╦┘░┤ŌoŻ¼4╠¢ļŖÖCĄ═╦┘Č╚─▄į┌6.5Hz▀\ąąŻ¼ų╗ėą░┤═Żų╣▓┼┐╔═ŻŽ┬üĒĪŻ
5Īó╦┘Č╚▒╚└²┐╔š{š¹Ż¼ė╔╬─▒Š’@╩ŠŲ„įOų├ĪŻ╬─▒Š’@╩ŠŲ„┼cPLC▀BĮėĪŻ6┼_ļŖÖCęį4╠¢ļŖÖC×ķ╗∙£╩Ż¼░┤Ųõūā╦┘║¾Ą─ŽÓæ¬╦┘▒╚▀\ąąŻ¼▓ó▒Ż│ųį┌ūįäėĢrĄ─╦┘▒╚═¼▓Į┐žųŲĪŻ
6Īó▓╔ė├PLC×ķų„┐žŲ„Ż¼ŠÄ┤aŲ„×ķĘ┤üčbų├Ż¼▓óĘ┤üĄĮPLCĪŻŻ©ŻČ┼_ļŖÖCųąŪ░ŻĄ┼_ėąŠÄ┤aŲ„Ę┤üŻ¼Ą┌6┼_ļŖÖCę“┐žųŲŠ½Č╚ę¬Ū¾▓╗Ż¼ø]ėąŠÄ┤aŲ„Ę┤üŻ®ĪŻ
┐žųŲĘĮ░ĖŻ║
1ĪóŽĄĮyĮM│╔Ż║
įō┐žųŲŽĄĮyė╔╚²┴ŌPLCŻ©FX3U-32MRŻ®ĪóNEMICONŠÄ┤aŲ„Īóėó═■“vūāŅlŲ„Īó«É▓ĮĮ╗┴„ļŖÖC║═╬─▒Š’@╩ŠŲ„ĮM│╔ĪŻ
įōŽĄĮyęįPLC×ķų„┐žŲ„Ż¼▓╔ė├MODBUSś╦£╩ģfūhŻ¼═©▀^RS485┐éŠĆīŹ¼FPLC┼c6┼_ūāŅlŲ„Ą─═©ėŹŻ¼═©▀^ŠÄ┤aŲ„Ę┤üĄĮPLCīŹ¼F╦┘Č╚Ą─ķ]Łh┐žųŲĪŻ╚╦ÖCĮń├µ╦∙▓╔ė├Ą─╬─▒Š’@╩ŠŲ„Ż¼═©▀^RS232Įė┐┌┼cPLCŠÄ│╠┐┌▀Mąą═©ėŹ▀BĮėĪŻ
2Īó┐žųŲ╦╝┬ĘŻ║
į┌▀MąąPLCŠÄ│╠ĢrŻ¼īŹ¼F485┐éŠĆ┼cČÓ┼_ūāŅlŲ„Ą─═©ėŹ┐žųŲĪŻPLC░l│÷Ą─▀\ąąųĖ┴Ņą┼╠¢┐žųŲ├┐┼_ūāŅlŲ„Ą─Ų═ŻŻ©═Ō▓┐Č╦ūėą┼╠¢Ż®Ż¼╦∙░l│÷Ą─Ņl┬╩ĮoČ©ą┼╠¢░l╦═ĄĮ├┐┼_ūāŅlŲ„Ż¼üĒ┐žųŲļŖÖCĄ─▐D╦┘ĪŻęį4╠¢ļŖÖC×ķ╗∙£╩Ż¼4╠¢ŠÄ┤aŲ„Öz£yĄ─╦┘Č╚Ż¼Ę┤üĄĮPLCŻ¼PLC═©▀^ŽÓĻPĄ─▒╚┬╩Īó╦┘▒╚▐DōQĄ╚▀\╦Ń║¾Ż¼ū„×ķŲõ╦³Äū┼_ūāŅlŲ„Ą─ŽÓæ¬Ņl┬╩Ą─ĮoČ©ĪŻŲõ╦³ļŖÖCĄ─ŠÄ┤aŲ„Ż©6╠¢ļŖÖC│²═ŌŻ®Öz£yĄĮ«öŪ░Ą─▀\ąą╦┘Č╚Ż¼┼cĮoČ©Ą─╦┘Č╚ŽÓ▒╚▌^Ż¼╦∙«a╔·Ą─Ų½▓Ņė╔PLC▀Mąąš{╣ØŻ¼š{╣Ø║¾Ą─Ņl┬╩═©▀^485┐éŠĆ░l╦═ĄĮŽÓī”æ¬Ą─ūāŅlŲ„╔ŽŻ¼╚ń┤╦Ę┤Å═ĪŻ
ŽĄĮyįŁ└Ē┐“łD╚ńŽ┬Ż║
3ĪóģóöĄįOų├Ż║
6┼_╩Ė┴┐╩ĮūāŅlŲ„(CHV)Ą─ų„ę¬ģóöĄįOų├╚ńŽ┬Ż║
P0.00 0╗“2
P0.01 1
P0.03 7
P0.11 15
P0.12 10
PC.00 (1-6╠¢Ęųäe╩Ū1,2,3,4,5,6)
PC.01 4
PC.02 4
4ĪóŽĄĮy╠ž³cŻ║
īŹ█`ūC├„Ż¼▀@ĘN┐žųŲĘĮ╩Į═©ė├ąįÅŖŻ¼äėæBĒææ¬┐ņ╦┘Ż¼╦┘Č╚┐žųŲŠ½Č╚Ż©┐╔▀_0.1%Ż®Ż¼ŽĄĮyĘĆČ©┐╔┐┐ĪŻ×ķūāŅlš{╦┘ųąĄ─ĮøĄõæ¬ė├ĪŻ
 ╔Žę╗ŚlŻ║╚²┴ŌQ172LX PLCą═╠¢MELSEC FX2N-128MT ╚²┴ŌFX1S 30MR
╔Žę╗ŚlŻ║╚²┴ŌQ172LX PLCą═╠¢MELSEC FX2N-128MT ╚²┴ŌFX1S 30MR Ž┬ę╗ŚlŻ║╚²┴ŌQ2MEN-2MBF MITSUBISHI FX1N-24MP AJ65VBTCU
Ž┬ę╗ŚlŻ║╚²┴ŌQ2MEN-2MBF MITSUBISHI FX1N-24MP AJ65VBTCU